Control valves play a vital role in the process control loop by changing the flow rate according to its size. In order to minimize the problems, you must understand the maximum & minimum flow, Selection of correct valve sizing, flow phenomena, laminar flow, turbulent flow, Newtonian & non-Newtonian fluid, etc. Considering all the points above can help reduce the problems discussed below.
PROBLEMS IN CONTROL VALVES
– Cavitation
– Flashing
– Noise
-Choked Flow
Cavitation :
Cavitation is a destructive process that happens in the middle of a two-stage process of vaporization and condensation of a liquid. Just as the fluid passes through the valve and is about to move through the narrow opening(VENACONTRACTA), there is an increase in velocity which in return decreases in pressure drop. If the pressure in this area falls below that of the vapor pressure of the flowing fluid, vaporization (boiling) occurs. This vapor continues downstream until the fluid retains its normal velocity & pressure. The vapor bubbles then collapse or implode due to which cavitation occurs within a valve thus having a significant effect on the valve sizing procedure.
FLASHING:
As you saw above there are bubbles generated in the downstream flow and thus it creates a pressure drop between the upstream and downstream. This is called Flashing the vapor bubbles along with the fluid (dual face flow) can also cause mechanical damage to the valve and piping system. These two cavitations & flashing can cause limitation to flow and thus must be considered before accurately sizing the valve. The flashing is given a name because these conditions represent actual changes in the form of the fluid media. The change is from the liquid state to the vapor state and results from the increase in fluid velocity at or just downstream of the greatest flow restriction.
How To Reduce Cavitation & Flashing?
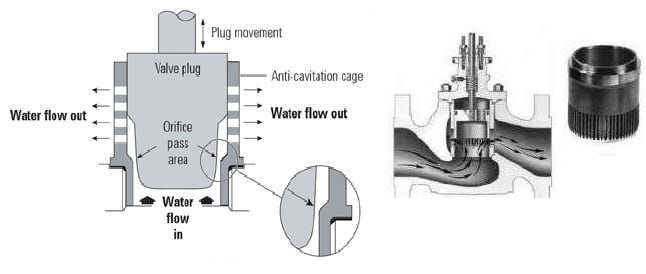
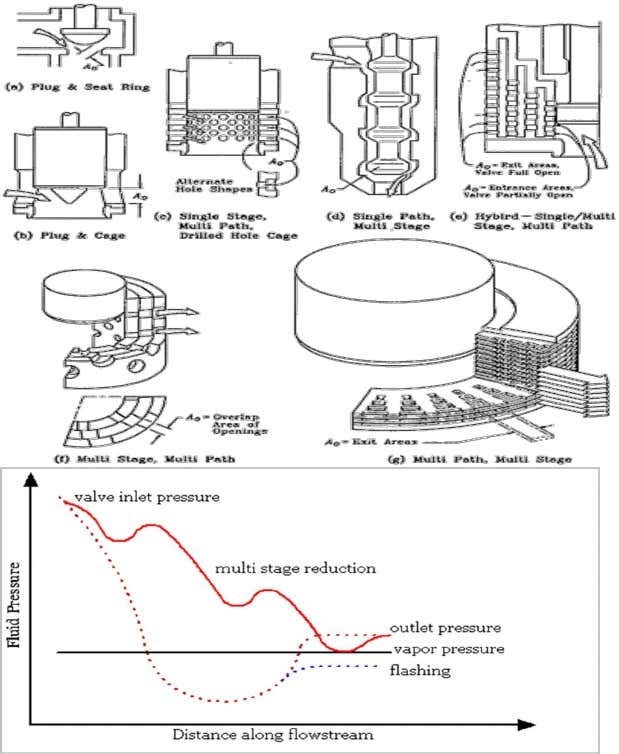
In order to reduce flashing, cavitation must be controlled which is only possible if we can ensure the pressure drop at venacontracta is above the vapor pressure of the fluid. If the local pressure is above the vapor pressure then there will be no bubble forming resulting in less or no cavitation. To eliminate cavitation the total pressure drop across the valve is split, using multiple-stage trims, into smaller portions. Each of these small drops keeps its vena contracta pressure above the vapor pressure as shown below.
Noise in control valves:
Noise generated by control valves can come from multiple sources; Mechanical noise sources include piping and plug instability noise. More prevalent is aerodynamic noise that is generated by the release of energy from the pressure drop of the fluid, flow turbulence, flow path obstructions, rapid expansions or deceleration of the flow, or directional changes. Noise is the result of energy dissipation in the control valve. The major sources of control valve noise are
-Mechanical vibration of components
-Hydrodynamic noise
-Aerodynamic noise.
“Regulators with high flow and large pressure drop generate noise resulting in wearing of parts which can cause the failure and or inaccurate control”
Mechanical Noise Vibration of valve components is a result of random pressure fluctuations within the valve body or fluid impingement upon the movable or flexible parts which could produce valve failure. Mechanical vibration has for the most part been eliminated by improved valve design and is generally considered a structural problem rather than a noise problem.
HYDRODYNAMIC VALVE NOISE: The major source of hydrodynamic noise (i.e., noise resulting from liquid flow)is cavitation which is caused by the implosion of vapor bubbles formed in the cavitation process. Noise is produced by the energy dissipation of the imploding bubbles. The noise produced by cavitation in a valve has a broad frequency range, however, it can have appreciable energy at frequencies below 600 Hz. Cavitation noise is often described as a rattling sound similar to that which would be anticipated if gravel were in the fluid stream.
AERODYNAMIC NOISE: The major source of aerodynamic valve noise (i.e., noise resulting from gas flow) is a by-product of a turbulent gas stream. A control valve controls gas flow by converting potential (pressure) energy into turbulence. Most of the energy is converted into heat; however, a small portion of this energy is converted into sound.
Noise control employs either source treatment, path treatment, or both. Source treatment, preventing or attenuating noise at its source, is the most desirable approach, if economically and physically feasible. The upper view shows a cage with many narrow parallel slots designed to minimize turbulence and provide a favorable velocity distribution in the expansion area. This economical approach to quiet valve design can provide 15 to 20 dBA noise reduction with little or no decrease in flow capacity. The trim design can reduce the valve noise by as much as 30 dBA.

CHOKED FLOW:
This condition exists when at a fixed upstream pressure the flow cannot be further increased by lowering the downstream pressure. Fluids flow through a valve because of a difference in pressure between the inlets (Pl) and outlet (P2)of the valve. This pressure difference ∆P) or pressure drop is essential to move the fluid. Flow is proportional to the square root of the pressure drop which means that the higher the pressure drop is the more fluid can be moved through the valve.
Cavitation is a purely liquid flow phenomenon gases cannot cavitate. Choked flow may occur as a result of cavitation which occurs when the normal relation between the pressure drop changes. During choked flow, an increase in pressure drop by decreasing the downstream pressure does not result in more flow through the restriction; Basic valve sizing equations imply that, for a given valve, the flow should continually increase by simply increasing the pressure differential across the valve. In reality, the relationship given by these equations holds true for only a limited range. As the pressure differential is increased, a point is reached where the flow increase stops. This condition of limited maximum flow is known as choked flow.
If the inlet pressure to a valve remains constant, then the differential pressure can only be increased by lowering the outlet pressure. For gases and steam, which are compressible fluids, the maximum velocity of the fluid through the valve is limited by the velocity of the propagation of a pressure wave that travels at the speed of sound in the fluid. If the pressure drop is sufficiently high, the velocity in the flow stream at the Vena Contracta will reach the velocity of sound. Further decrease in the outlet pressure will not be felt upstream because the pressure wave can only travel at sonic velocity and the signal will never translate upstream.
Conclusion:
In general, the addition of one and two-stage trims significantly reduces the cavitation intensity relative to the valve without trim and delays the occurrence of cavitation. However, there is not much difference between the two and three trims’ cases in terms of the intensity and initiation point of cavitation. Another important rule is to make sure that the maximum required flow capacity for the valve does not exceed 85% of the valve’s maximum rated capacity This is because there is a typical tolerance of ±10% between what is advertised as the maximum Cv number and what actually is the Cv of the particular valve